Похожие статьи
Все о ремонте ванной комнаты
Все о ремонте ванной комнаты
Полотенцесушитель устраняет сырость в ванной комнате, поддерживает комфортную температуру воздуха. Течь вынуждает купить или изготовить полотенцесушитель своими руками, второй способ рассмотрим подробно.
Сделать водяной проточный полотенцесушитель можно, имея оснащенную мастерскую или доступ к заводскому оборудованию. Прикиньте стоимость металла, затраты труда, нехватка оснастки и навыков сказывается на итогах. Впрочем, самоделка позволяет оптимизировать габариты и подсоединение, даёт свободу дизайну.
Безопасность зависит от умелого изготовления, порывы несут опасность ожогов!
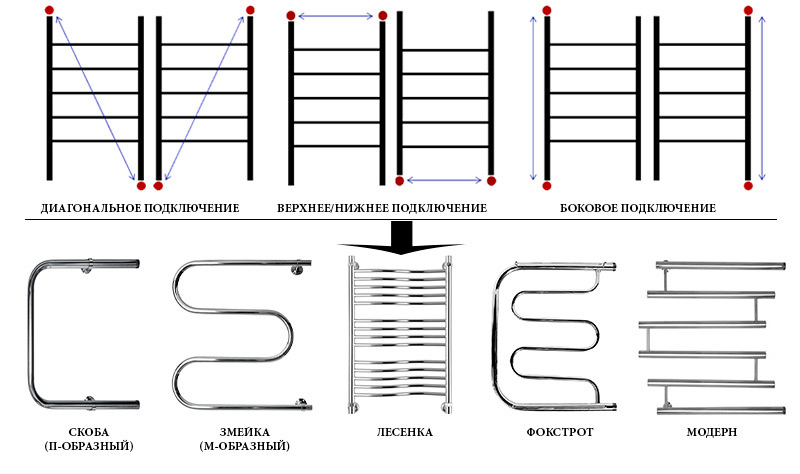
Полотенцесушитель металлический водяной отработан до мелочей, основные типы:
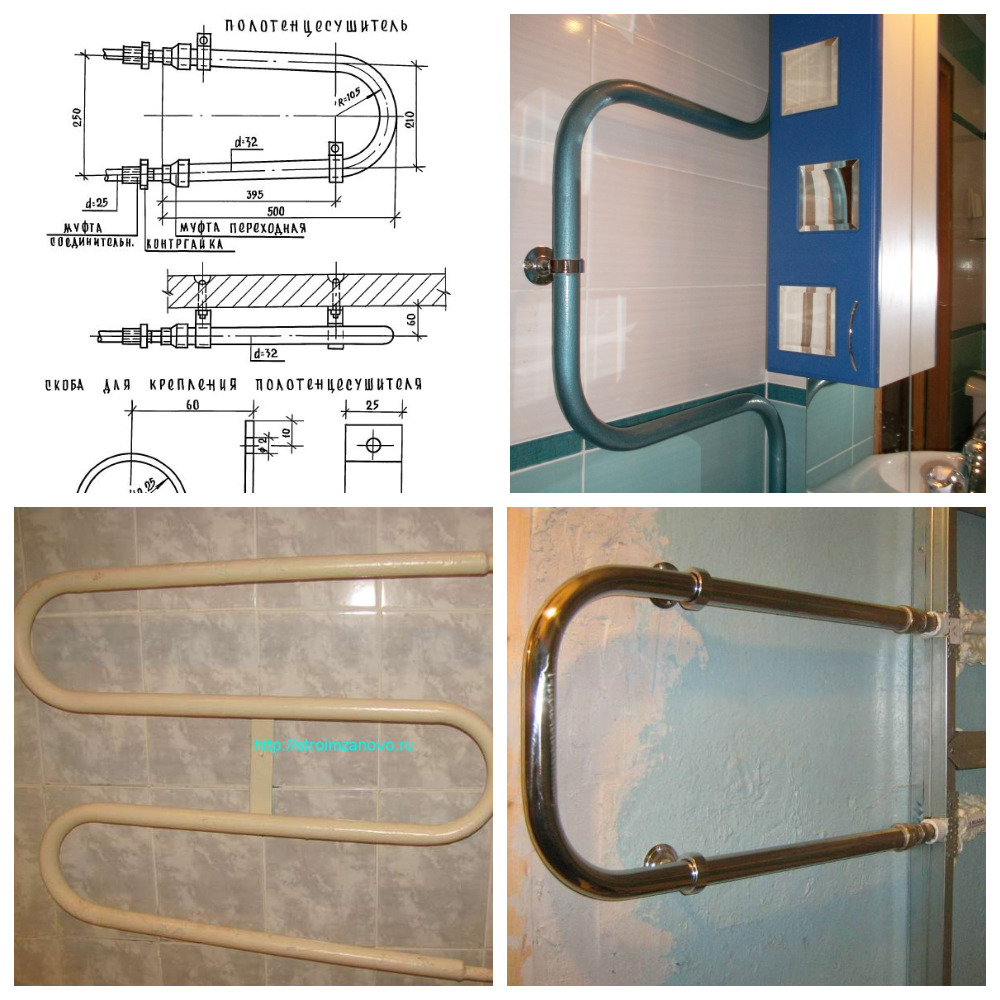








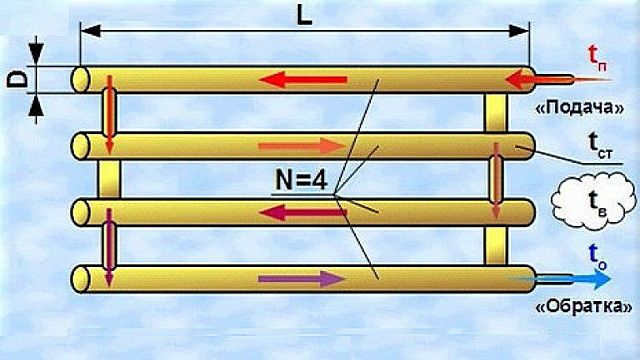
Выбрав желаемый тип, предварительно определяют размеры: длину, высоту, диаметры компонентов. Чтобы минимизировать взаимный нагрев, увеличить полезную теплоотдачу, расстояние между поверхностями секций принимают минимум на 50 мм больше наружного диаметра. Вычерчивают схематический чертеж.
Выполняют расчет тепловой мощности (Q) регистра. Нормативная температура горячей воды 60 – 75˚C, фактическое значение измеряют термометром. Параметры теплоносителя в отопительном стояке: подача – 90˚C, обратка – 70˚C.
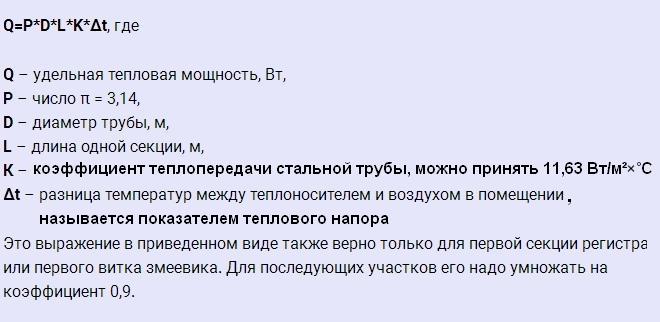
Показатель теплового потока находят по формуле:
Коэффициент теплопередачи полированной нержавейки Dу 20 – 40 мм, толщиной до 2 мм принимают на 15 – 20% больше черной стали.
Нормативная теплоотдача конвективно-излучающих приборов ванных комнат составляет: 100 Вт/м² или 40 Вт/м³. Значения умножают на площадь, объем душевой соответственно, полученный результат сравнивают с вычисленной тепловой мощностью радиатора, корректируют размеры секций.
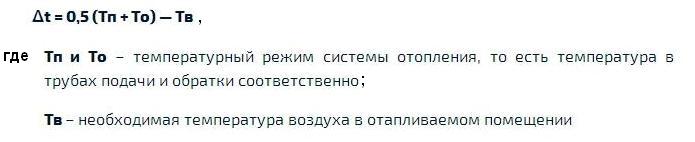
Приближенно подбирают по таблицам:

Тепловой расчет полотенцесушителя облегчает калькулятор: https://stroyday.ru/kalkulyatory/sistemy-otopleniya/kalkulyatory-rascheta-parametrov-registra-otopleniya.html
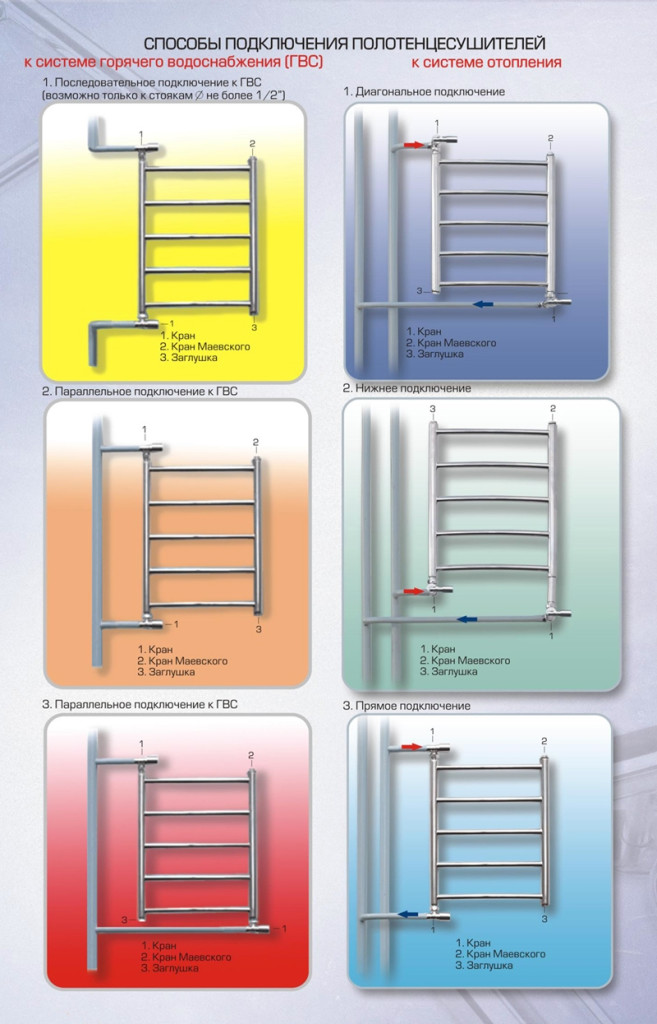
Строгие теплотехнические вычисления учитывают схему соединения участков:
Заранее определяют способ подключения прибора на месте установки. Концевые штуцеры, сливную пробку, кран Маевского располагают сообразно принятому решению.
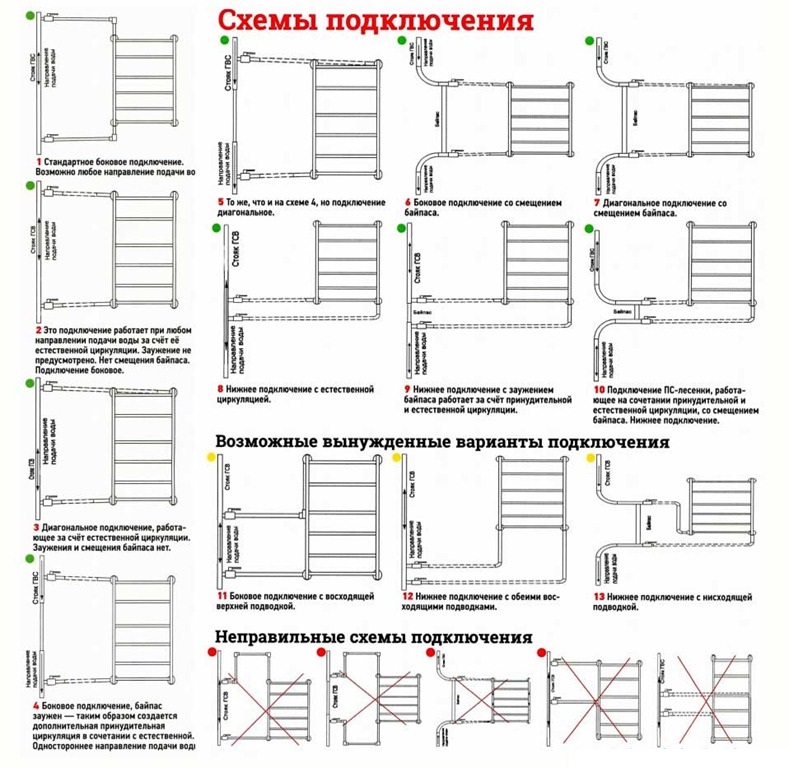

Не забывайте о гидравлическом сопротивлении. Чем чаще поток меняет направление, проходит сквозь местные сужения, тем больше энергии расходуется, скорость падает – циркуляция нарушается.
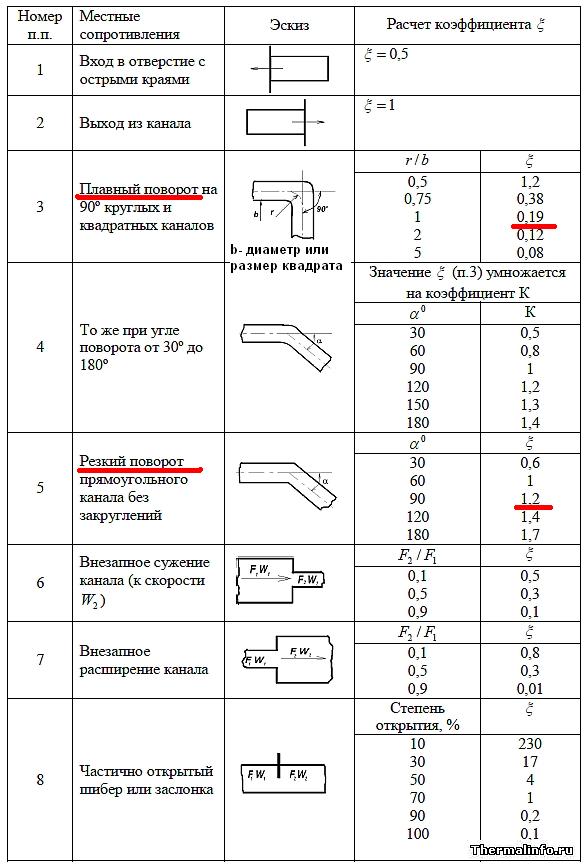
Бессмысленна установка радиатора от пола до потолка при централизованной подаче теплоносителя: вероятна нестабильная непродуктивная работа из-за гидравлических потерь. Принудительная прокачка в автономной системе исключает проблемы, однако ориентироваться при задании размеров следует на тепловые и гидравлические расчеты.
Эргономичным профилям прямоугольного сечения присущи паразитные завихрения вдоль ребер канала. Дополнительные потери напора создают прямоугольные сопряжения теплообменного контура.
Пример программы гидравлического расчета трубопровода отопления: http://www.mathcentre.com.ua/gidravlicheskiy_raschet. Необходима базовая подготовка пользователя, алгоритм не учитывает интенсификацию теплоотдачи с ростом скорости среды. Исходя из сказанного, рационально ориентироваться на подобные по конструкции, мощности серийные образцы, принимая размеры по аналогии.
Ходовые типоразмеры стальных приборов – DN 32 – DN 50; толщина стенок рядовых водопроводных труб – 2,5 – 4 мм, нержавеющих – не менее 2 мм. Рабочее давление не превышает 0,6 – 1,0 МПа (6 – 10 атм), пробное – в 1,5 раза выше. Двухмиллиметровая стенка имеет 5 – 10 кратный запас прочности, прибавка компенсирует коррозию, эрозию металла.
Изгибы водопроводных колен, из-за утонения стенок, наиболее подвержены истиранию жидкостью, меняющей направление. Непровары, включения в сварных швах становятся очагами окисления, образования свищей.
Наиболее технологичные змеевики изготавливают гибкой цельного отрезка нужное число раз, на концах приваривают резьбовые сгоны. Функциональность гнутых образцов уступает лесенкам: площадь теплообмена, полезное пространство – меньше
Портативный гидравлический трубогиб усилием 10 тн (100 кН) одолеет водопроводную трубу до 2″, но стационарный станок удобнее. По внутреннему радиусу металл сжимается, по внешнему – растягивается с утонением. При малом радиусе изгиба, недостаточной пластичности образуются гофры, разрывы.
Практика:

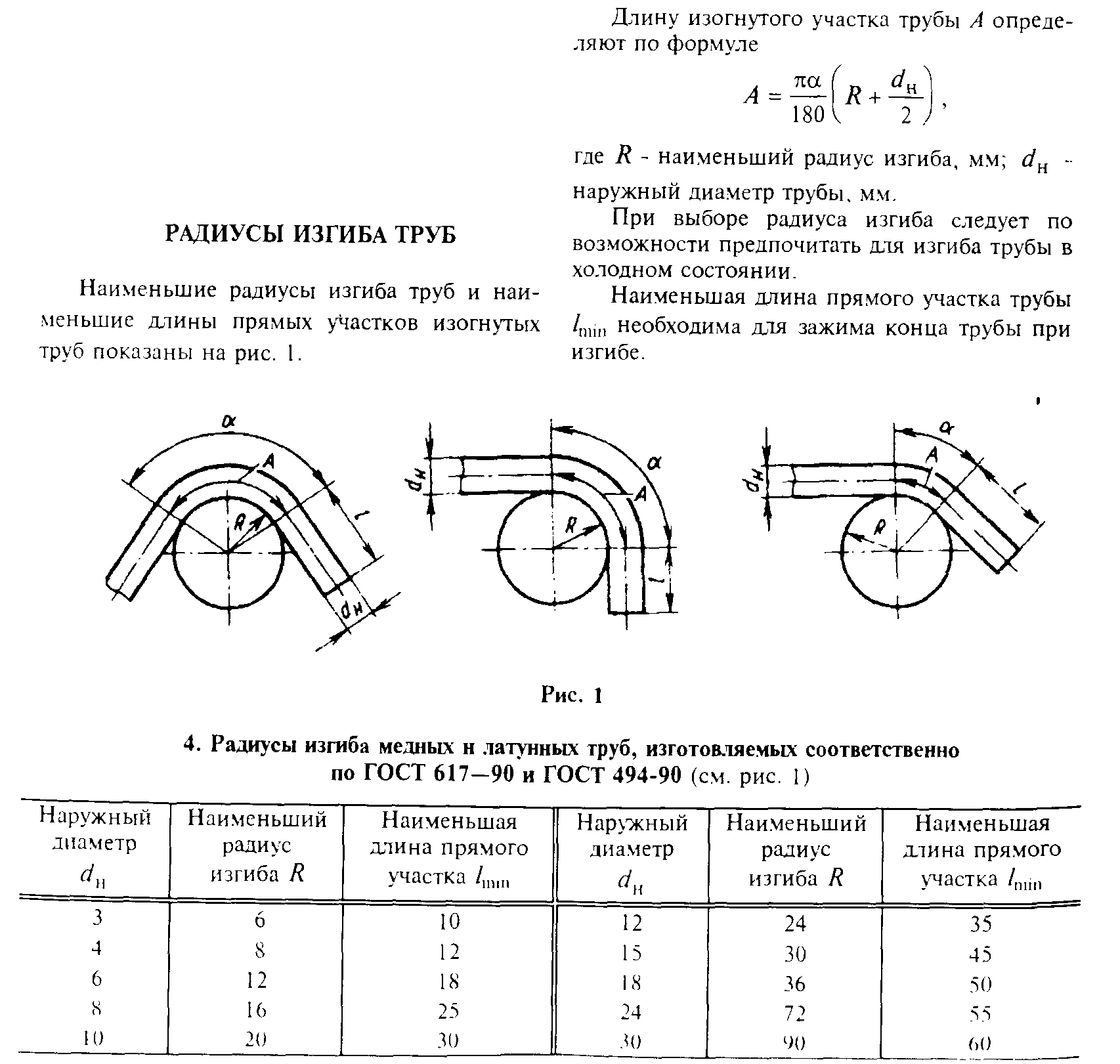

Холодную гибку применяют до диаметра 80 мм. Безнагревный процесс проще для кустаря. Выгодны «мягкие» заготовки минимально допустимой толщины, максимальные радиусы изгиба. Хорошее качество обеспечивают дорновые оправки. Тонкостенные колена гнут, наполнив сухим песком
Способ с набивкой песком:
Заводcкой метод с дорном:
Неотожженные фабрикаты нагревают до 700 – 850˚C, до темно-вишневого и темно красного цвета соответственно. Деформируют с одного подогрева, повторный – ухудшает структуру. Пламенный нагрев добавляет трудоемкую зачистку. Аустенитные марки зачастую подвергают отпуску, проблематичному в частных условиях.
Популярные квадратные трубы оптимальные для прямоугольных теплообменников. Обрезав под 45˚ торцы компонентов, собирают контур. Дуги вальцуют роликовым профилегибом.

Отверстия под перемычки круглого сечения – сверлят, прямоугольного – вырезают «болгаркой».



Техника вырезов УШМ:
Теплопроводность меди в 8,5 раз выше, чем стали. Пластичная медь длительно выдерживает циклические гидравлические нагрузки, превосходит полипропилен по рабочему давлению на порядок. Температурное удлинение при 100˚C – менее 0,1%.
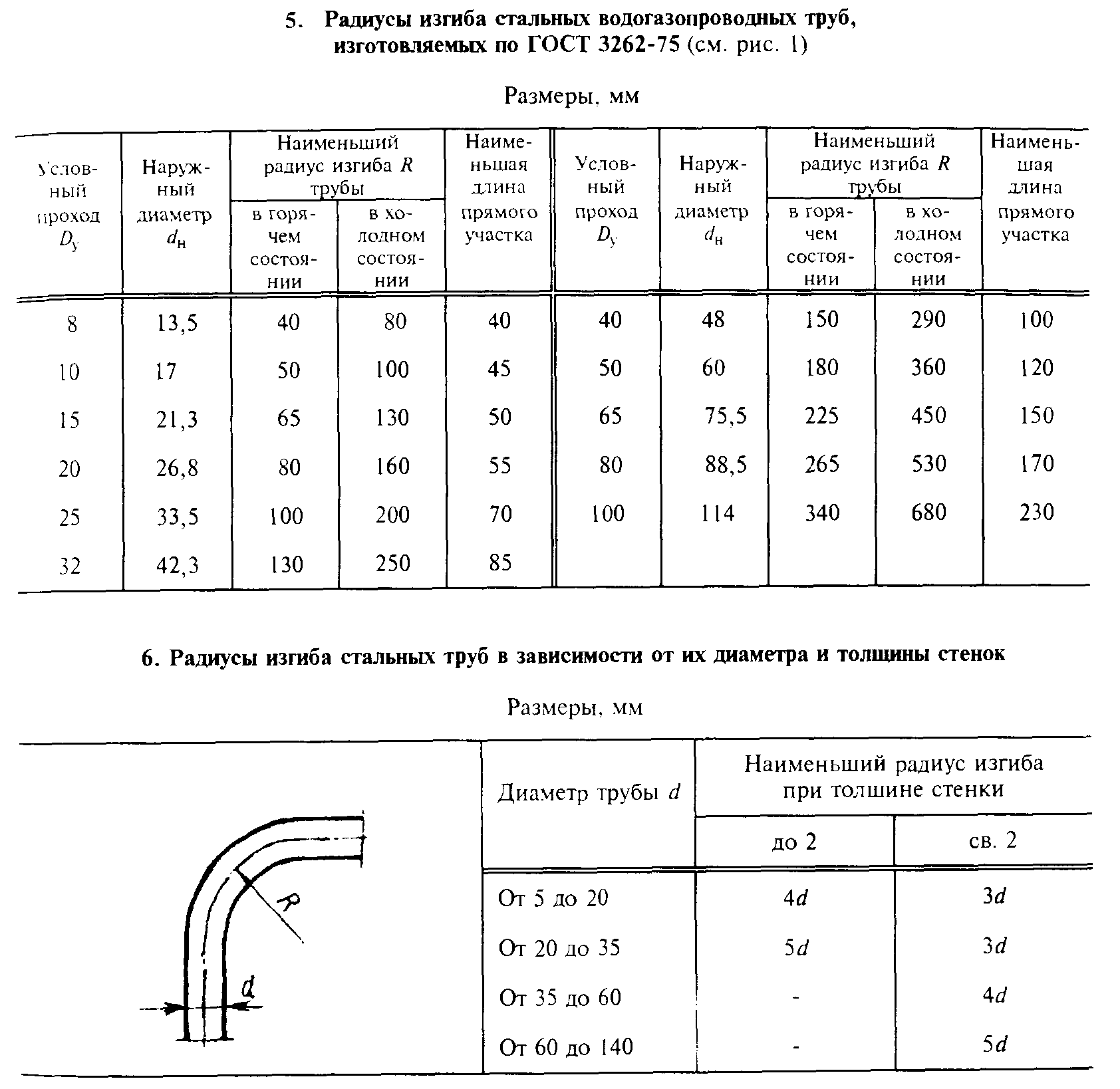
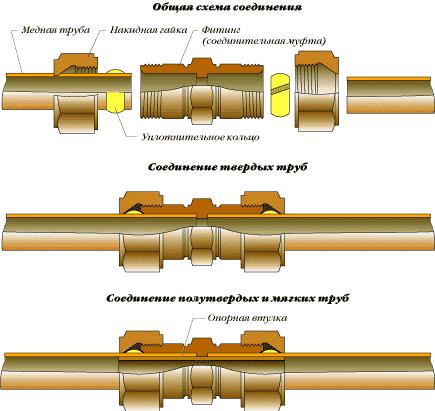
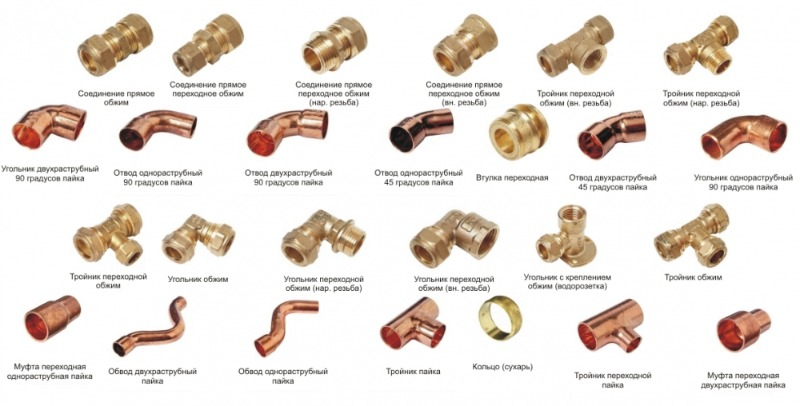
Отожженная легко деформируется. Соединения уголков, тройников c медными трубами, как правило, выполняют пайкой мягкими припоями, реже – механическим обжатием. Посредством резьбовых «американок» монтируют арматуру, подключают к трубопроводу.

Купрум обладает антибактериальным эффектом. «Червленое золото» украсит интерьер под старину. Роскошь обойдется в десять раз дороже черной, почти вдвое – нержавеющей стали.


Не рекомендуется использовать типоразмеры менее 28×1,5 мм для основного контура. Медные трубки малого диаметра не обеспечивают:
Учитывайте наличие заужения у фитингов с накидными гайками. Практически, диаметр змеевика на типоразмер больше трубопровода или равен таковому.
Сортаменты: EN 1057; ГОСТ 32598-2013; ГОСТ 617-2006. Не путайте метрическую и дюймовую номенклатуру.


Отметим нюансы применения:
Постоянное заполнение чистой, химически нейтральной дистиллированной водой – условие длительной исправной службы. Рациональная ниша – индивидуальное отопление.
Аккуратно спаять оригинальную конструкцию проще оловянным припоем: не будет черноты от перегрева.
Понадобится набор инструментов:

Процесс пайки:
Традиционную углеродистую сталь уверенно вытесняет недешевая нержавейка. Важнейшее преимущество – коррозионная стойкость, в довесок:
Предпочтительны марки AISI 304 (08Х18Н10), AISI 304L (03Х18Н11), представители четырехсотой группы могут оставлять следы на белье. Промышленные фабрикаты хромируют, никелируют, покрывают имитацией цветмета.

Домашняя отделка ограничивается полировкой. Хромированные полуфабрикаты при перегреве темнеют, покрытие портится.
Трудоемкость самоделок возрастает по порядку:
Высококачественные швы получают вольфрамовыми электродами в инертном газе (TIG). Хорошее соотношение производительность – качество дают проволочные полуавтоматы в защитном газе (MIG/MAG). Чтобы инверторы ручной дуговой сварки показывали приемлемый уровень:
Типовой маршрут изготовления лесенки:


Сверление, вырезка болгаркой отверстий под связующие патрубки.




Нельзя не упомянуть гофрированную нержавеющую трубу в бухтах. Превосходное по простоте изготовления и монтажа теплообменника решение не подходит для душевой. Податливая гофра деформируется от внешних нагрузок, ударов.

Практика:
https://www.youtube.com/watch?v=AxzvqhQCtUU;
Платить за нержавейку, возиться с обработкой не каждый готов. Водопроводные трубы по ГОСТ 3262-75 доступны каждому. Используя отводы ГОСТ 17375-2001, обходятся УШМ и сварочником. Неказистые регистры неплохо справляются с функциями, распространены в душевых общежитий, предприятий.


Основные недостатки:
Агрессивная сетевая вода, застой, низкий напор побуждают скоротечную язвенную коррозию. Повышает надежность установка цельнотянутых труб (ГОСТ 8734-75, ГОСТ 8732-75) из низкоуглеродистых сталей: 10, 20, 15Х, 20Х. Заземление, СУП исключают угрозу блуждающих токов. Обязательно обезжиривание, грунтовка, двухслойная окраска, например: ГФ-021 + алкидная термостойкая радиаторная эмаль.
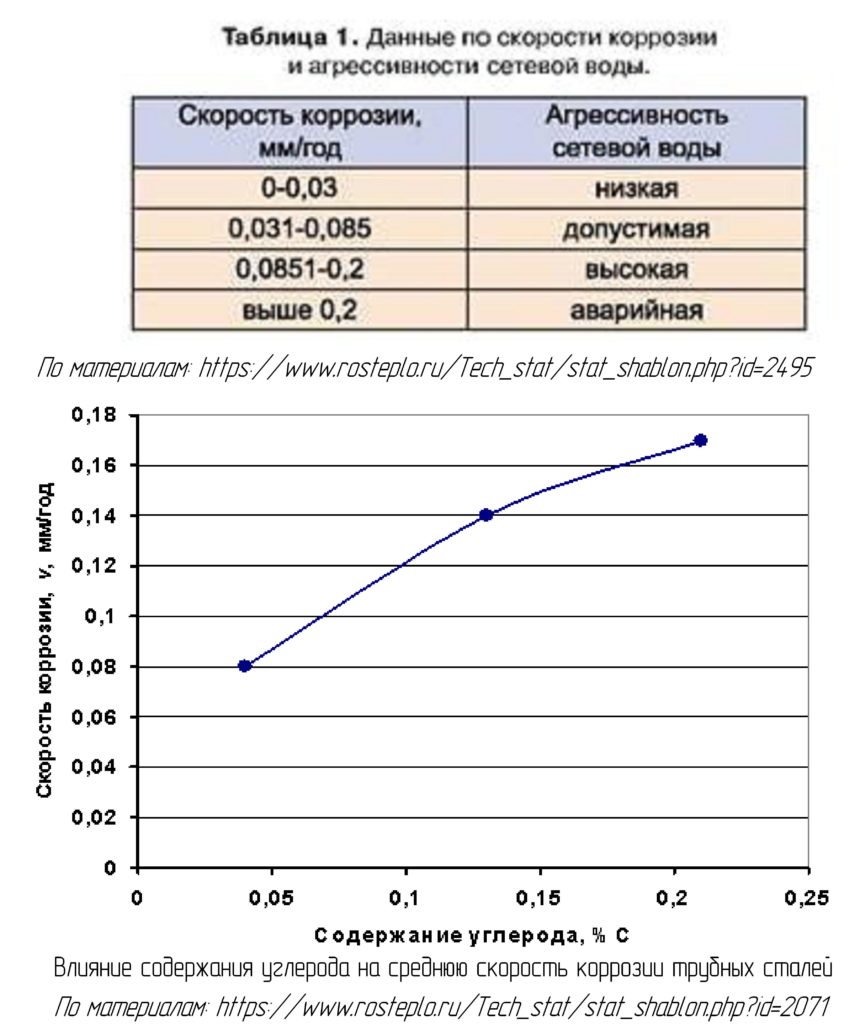
СНиП 41-02-2003 «Тепловые сети» показательно лимитирует лишь наружную коррозию, полагая отсутствие внутренней за счет надлежащей химической водоподготовки. Владелец автономки, обеспечив химические показатели, может установить черный полотенцесушитель.
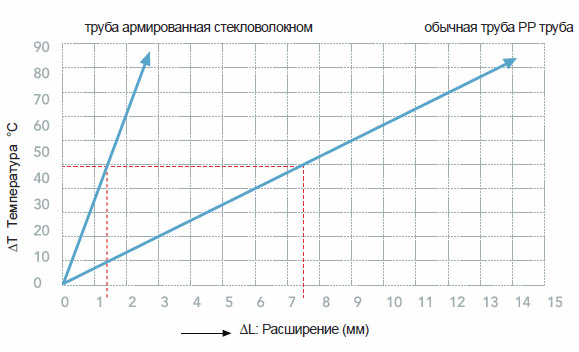
Резонный вопрос: почему не заменить металл – металлопластиком? Благодаря низкой теплопроводности полипропилен (0,23 против 46,5 Вт/ (м*град) у стали) сберегает тепло по пути к батареям, характеристика противоречит назначению сушилки. Погонный метр отдает 50 – 100 Вт тепловой мощности.
Температурное удлинение фабрикатов существенно превосходит таковое у металлов, вызывая значительное искривление конструкции между жесткими опорами. Полотенцесушитель из армированного полипропилена допустим при острой нужде замены прохудившегося, отсутствии иных вариантов.



Полипропиленовую версию конфигурируют за счет уголков, тройников, крестовин. Паяют, разбив на сборочные единицы. Чтобы выдержать правильную ориентацию, делают раскладку на столе, помощник удерживает узлы от взаимного поворота при пайке.

Технология пайки полипропилена:
Навесная решетчатая сушилка:
Действующий варианты:
https://www.youtube.com/watch?v=LTSHuhvzT_M;
Электрический автономный полотенцесушитель обладает рядом преимуществ:

Зимой затраты на электрический агрегат превысят таковые на проточные модели, запитанные централизовано или индивидуально. Ресурс ТЭН сокращают перепады напряжения. Существует вероятность пробоя на корпус, соблюдение ПУЭ в части заземления, дифференциальной защиты – непреложное требование.
Особенности серийных продуктов заключаются в нагревателях:

Относительно просты в изготовлении змеевики с ТЭН в нижней плети. Подсоединение выполняется через резьбовую муфту. В лесенках ТЭН устанавливают вертикально, разъемом вниз. Замена элемента не вызывает затруднений, если теплообменник нержавеющий, иначе резьба муфты сильно окисляется за пару лет.
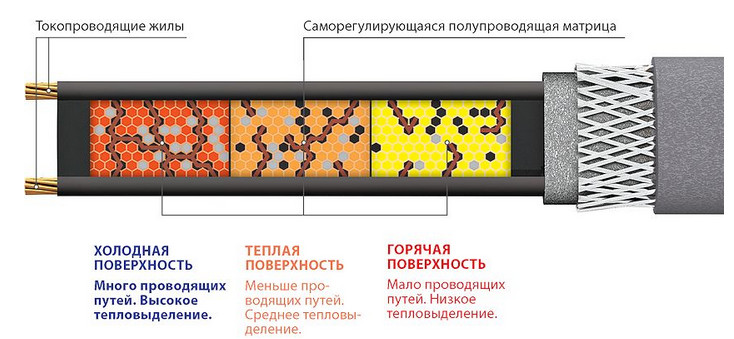
Панельный радиатор скопировать не получится, но саморегулирующийся кабель можно проложить в водонаполненном змеевике. Кабель сам снижает отдаваемую мощность по достижению предельной температуры за счет уменьшения сопротивления. Подходят продукты c максимальной температурой воздействия 60 – 70˚С, работоспособные в погруженном состоянии.
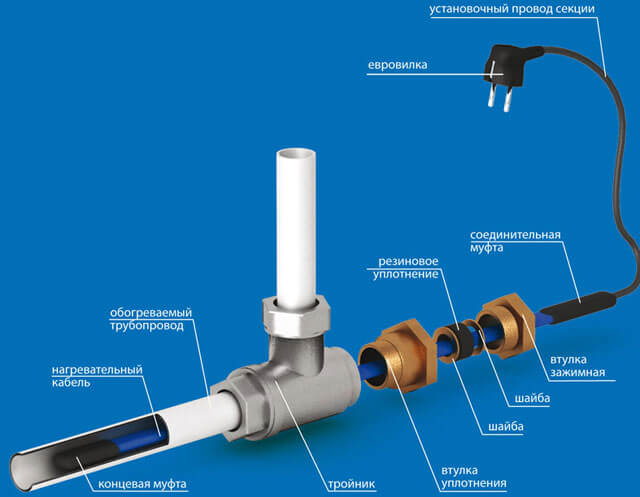
Расчет мощности повторяет приведенный ранее. Обогрев помещения площадью 3 – 4 м² требует ТЭН на 400 – 500 Вт. Высушить полотенца достаточно 100 – 200 Вт. Используя кабель, уточните, для какой среды указана погонная мощность. Уделите внимание уплотнению, фирменные гермовводы исключают течь, повреждение изоляции.
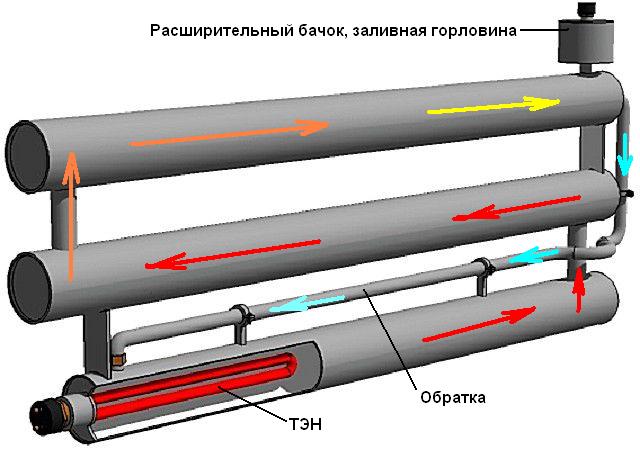
Не забывайте о воздуховыпускном устройстве, обычно – аналоги крана Маевского. Предусмотрите: внизу – сбросной штуцер, вверху – заливную горловину, закрытые пробками.



Разомкнутый контур прогревается неравномерно. Ухудшив эстетику, организуют циркуляцию через обратку меньшего диаметра. Иногда оснащают пережимным вентилем.
Ознакомительное видео, в комментариях обсуждаются ошибки автора по электробезопасности:











